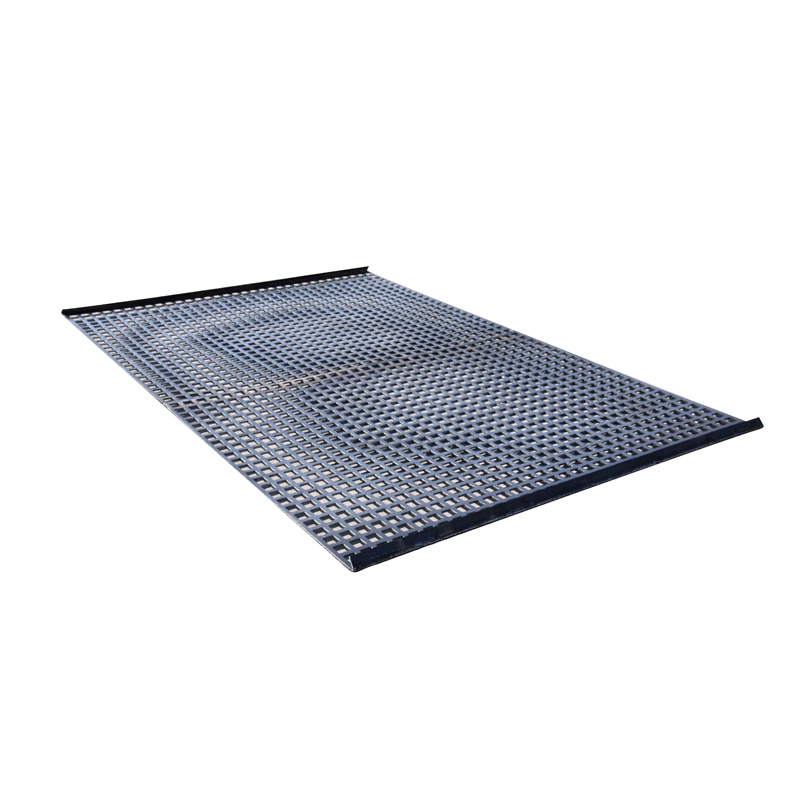
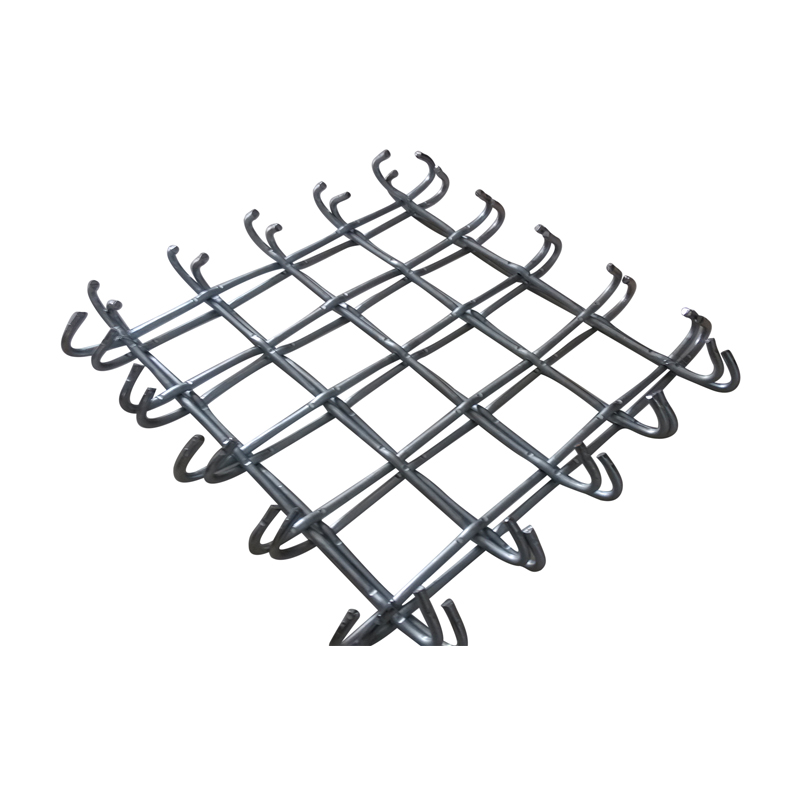
As a protective product, wire mesh fencing, used outdoors year-round, faces the critical issue of long-term corrosion resistance. Generally, highway and railway wire mesh fencing primarily uses hot-dip galvanizing, but some smaller factories use cold galvanizing. Here, we'll explain the differences between the two.
Hot-dip galvanizing is a relatively old method, dating back 170 years to its industrial application in France in 1836. However, in recent years, hot-dip galvanizing of wire mesh fencing has become widely used in large fencing manufacturers in Anping.
The production process of hot-dip galvanized wire mesh fencing mainly includes: mesh preparation → pre-galvanizing treatment → hot-dip galvanizing → post-galvanizing treatment → finished product inspection, etc. The process is often based on the pre-galvanizing treatment method.
Off-line annealing for hot-dip galvanizing: Before entering the hot-dip galvanizing line, the fence mesh undergoes recrystallization annealing in a bottom-type or bell-type annealing furnace. This eliminates the need for an annealing process on the galvanizing line itself. The mesh must maintain a clean, pure iron active surface free of oxides and other contaminants before hot-dip galvanizing. This is achieved by first removing the iron oxide scale from the annealed fence mesh surface using pickling, then applying a protective layer of zinc chloride or a mixture of ammonium chloride and zinc chloride to prevent further oxidation.
If wet hot-dip galvanizing is used: the surface of the mesh is not dried (i.e., the surface is still wet) before entering the molten zinc bath. The disadvantages of this method are: galvanizing can only be performed in a lead-free state, and the alloy layer of the coating is very thick and has poor adhesion. The zinc dross that may be generated accumulates at the interface between the zinc and lead liquids and cannot settle at the bottom of the pot (because the specific gravity of zinc dross is greater than that of zinc liquid but less than that of lead liquid). This causes the fence mesh to contaminate the surface by penetrating the zinc layer. In recent years, this method of hot-dip galvanizing has been largely phased out.
Single-sheet wire mesh method: First, the annealed wire mesh is sent to the pickling workshop to remove the oxide scale from the steel plate surface using sulfuric acid or hydrochloric acid. After pickling, the fence mesh is immediately immersed in a water tank to await galvanizing, which prevents the mesh from re-oxidizing. After pickling, water washing, squeezing, drying, and hot-dip galvanizing in a zinc pot (temperature maintained at 445-465℃), it undergoes oiling and chromizing treatment. The hot-dip galvanized wire mesh produced by this method has a significantly improved quality compared to wet galvanizing, but it is only valuable for small-scale fence production.