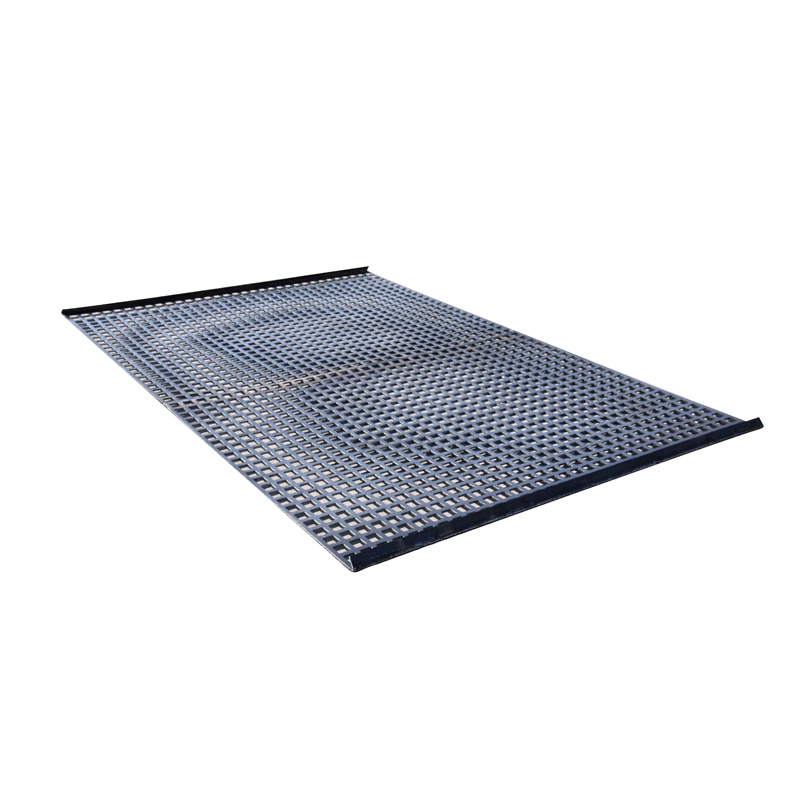
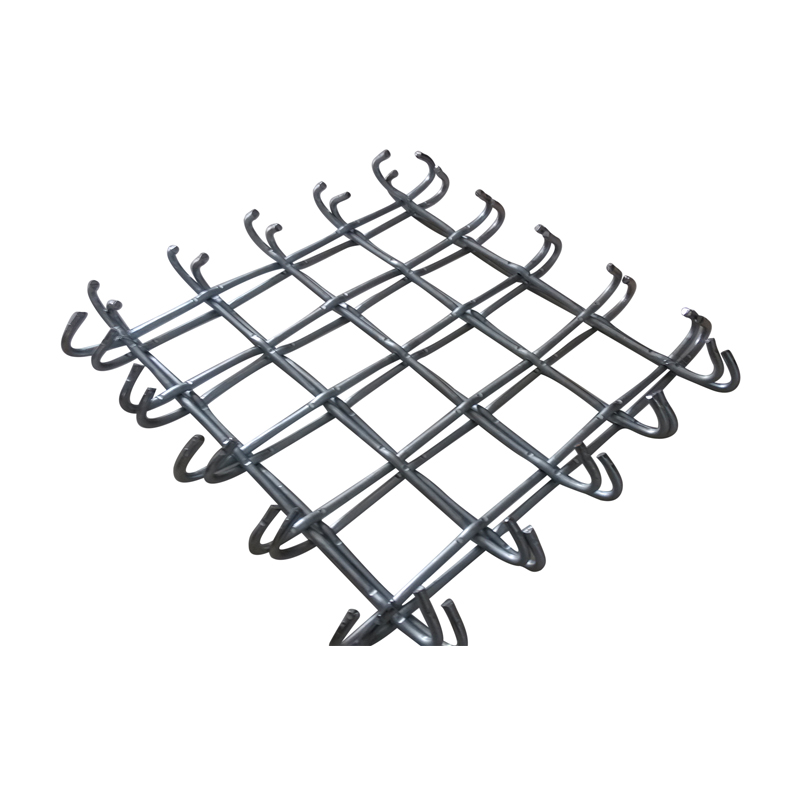
Vibrating screens are auxiliary equipment in sand making production lines. The weaving structure of vibrating screens consists of pre-bent corrugated metal wires, ensuring that two bent wires are locked in the same position, guaranteeing the size of the mesh openings. Vibrating screens are available in bidirectional corrugated bending, tight-lock bending, bidirectional Raymond mill corrugated bending, bidirectional corrugated bending, flat-top bending, and unidirectional corrugated bending, all with robust structures. They are widely used in mining, Raymond mill coal mines, coal mines, construction, glass factories, petroleum, and hardware industries. Crimped wire mesh is also available for specialized pig farming. The main reasons for rapid breakage of vibrating screens include: substandard screen quality, insufficient screen tension, incorrect rotation of the vibrating motor, incorrect rotation of the vibrating motor, and clay accumulation.
Insufficient screen tension causes high-strength grinding and screen vibration, leading to breakage or damage typically along the screen edge or at the edge banding. This indicates substandard screen quality. Screens typically consist of an upper screening layer and a lower load-bearing layer, requiring a tight fit between these two layers. If the screen pre-tensioning process is poor, when the load-bearing layer at the bottom of the screen is taut, the screening layer will not be taut. This significantly reduces the throwing force of drill cuttings during operation, preventing them from being discharged. Another issue is incorrect motor rotation. When adjusting the vibrating motor's rotation, operators, based on past experience with single-axis or linear vibrating screens, may assume that as long as the drill cuttings move forward, it's fine. However, this method is not suitable for translational elliptical vibrating screens. If the motor incorrectly rotates inward, although the projection angle is still 45° forward, the drill cuttings have a backward rolling force. In this case, the forward movement speed of the drill cuttings is much slower, resulting in a longer residence time on the screen, and potentially preventing them from being discharged.
When the screen box is running, press the stop button on the electrical control box. The vibrating screen will slowly stop. Observe the elliptical trajectory formed by the small dots on the side plate during the operation of the vibrating screen. If the dots roll towards the sand outlet, the correct direction is the fly ash dryer. Remove the vibrator cover and roll towards the sand outlet again. Check whether the eccentric blocks rotate outwards. Swap any two phase wires in the power supply of the electrical control box. Sprinkle some sand on the screen; the one with faster sand discharge is the correct direction. These measures can effectively prevent damage to the vibrating screen. Of course, if the vibration amplitude is too small due to clay accumulation, it is difficult to screen under polymer drilling fluid conditions. It cannot effectively overcome the stickiness of drill cuttings (clay), which will also cause drill cuttings to accumulate on the screen and quickly damage the screen.